







1. Dispersion technology
When producing colored paints, good dispersion quality is one of the most difficult factors. The dispersion process involves converting the dry pigment into a pigment dispersion, which must be fully dispersed and stable enough to achieve the final color performance and stability. This is a complex process in which the use of resins, pigments, solvents and dispersants play an important role.
2. Dispersion process
High-quality coatings with high saturation and coloring power are characterized by good pigment dispersion, optimized pigment particle size and long-term stability.
In liquid coatings, the dispersion process of pigments can be divided into three processes:

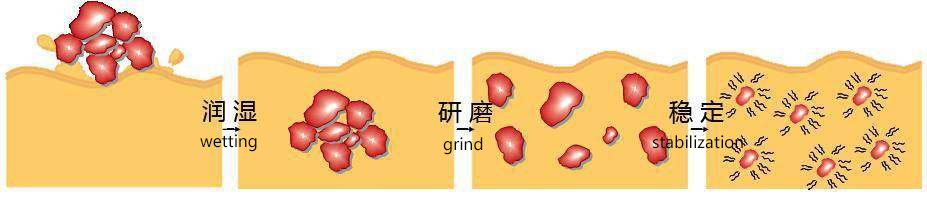
dispersion process
Pigment wetting: The air and moisture covering the pigment is replaced by a resin solution. The solid/gas interface (pigment or air) is converted into a solid/liquid interface (pigment or resin solution).
Grinding stage: The pigment clumps through high shear forces are broken down into smaller units, preferably primary particles.
Stabilization: The pigment dispersion is stabilized by a dispersant to prevent the formation of uncontrolled flocculation. Suspension stabilization is achieved by adsorbing the resin to the surface of the pigment.
2.1 Wetting stage
The wetting step involves replacing the air and moisture covering the pigment with a resin solution.
Through the interaction of pigment particles and resin, the original pigment particles are wetted to enhance the performance of liquid coatings. Dispersants, by adsorbing on the pigment surface, help the liquid/solid surface to interact and replace the gas/solid surface.
The efficiency of wetting depends mainly on the relative surface tension and viscosity of the pigment and medium. The mechanism of adsorption mainly depends on the chemical characteristics of pigment and the type of dispersant.
2.2 Grinding stage
After the wetting stage, the pigment particles must be aggregated and removed from clumping. This is usually provided by high shear grinding equipment for mechanical action.
During the grinding stage, the caking of internal cohesion must be overcome. The system produces smaller particles by shearing, and shear forces, such as a grinder, are used to break up the pigment’s agglomerates.
The pigment is broken down into individual particles by mechanical shearing, resulting in a higher surface area in contact with the carrier, so a larger number of additives are required to wet its surface. Once dispersed, primary particles have a tendency to reaggregate. This process is called flocculation.
The grinding process can be seen as a de-flocculation process. Lack of stability can result in decreased tinting power, decreased gloss, and possibly altered rheology.
2.3 Stability of pigment dispersion
The pigment dispersion should remain stable during the storage phase after painting or during application and film formation.
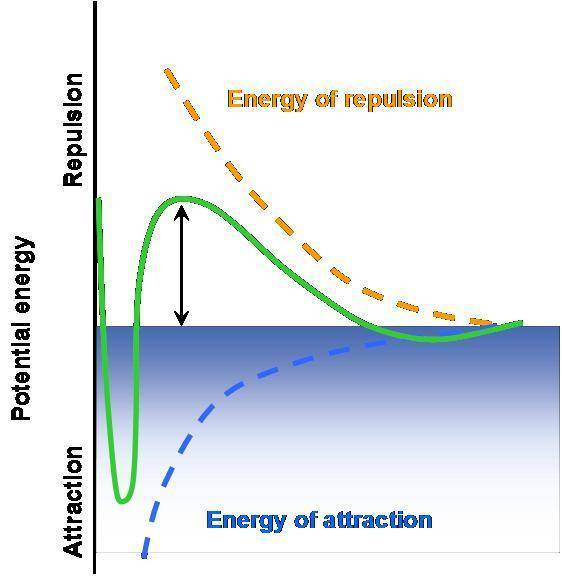
Stabilization is achieved by the adsorption of stable molecules on the surface of the pigment, so that the particles have a repulsive force sufficient to prevent other particles from getting too close to the connection to cause condensation.
The two main mechanisms of stable pigment dispersion are described:
1. Electrostatic stability only works in water-based systems. When two particles of the same charge are in close proximity, a repulsive effect occurs. The resulting Coulomb repulsive charged particles keep the system stable.

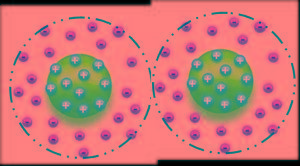
Charge repulsion
2. An even more powerful application for aqueous and solvent-based systems is pigment steric stabilization (the surface of the solid particles is completely covered by the polymer) making particle-to-particle contact impossible. The strong interaction between the polymer and the solvent (organic solution or water) prevents the polymers from coming into close contact with each other (flocculation).

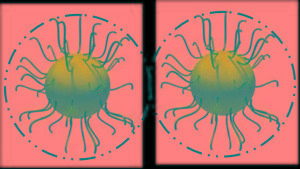
steric hindrance

stabiliser
Steric stability depends on the resin layer or polymer segment adsorbed on the surface of the pigment. The fundamental requirement is that the polymer segments are sufficiently dissolved. This is important because it means that the polymer chain segment will be freely extended into it. In systems where the polymer segments do not dissolve well, the polymer segments tend to be close to each other on the surface of the pigment, and their repulsion is insufficient to overcome the attraction between the particles, resulting in flocculation.
3. Dispersant family
In the coatings and ink industry, the choice of dispersants is a key issue. The designer should consider the relationship between the final application of the coating, the coating system (water-based, solvent-based) and other additives to find the most suitable product.
The role of the dispersant is to enhance the dispersion process and ensure fine particle size to stabilize the pigment in the resin solution. As mentioned earlier, an effective dispersant has three main functions: pigment wetting, dispersion, and stabilization. Dispersants are generally divided into water-based coatings and solvent-based coatings.
According to the chemical structure can be divided into the following two types of dispersants: polymer dispersants and surfactants. The main differences between these two classes of dispersants are molecular weight, stability mechanism and storage stability.
3.1 Polymer dispersant
Polymer dispersants stabilize paint, coatings and ink systems with steric hindrance stabilization mechanisms.
They must have special anchoring groups that strongly adsorb to the particle surface and must contain polymer segments that provide steric stability for the desired solvent or resin solution.
surfactants
Functional groups with end groups
BAB block copolymer
ABA block copolymer
Random copolymer
Hydrophobic copolymer
Polymeric dispersants distinguish themselves from other types of dispersants by their fairly high molecular weight.
Due to its structural characteristics, the polymer dispersant will be adsorbed at multiple points on the pigment surface at the same time to form a durable adsorption layer. The ideal steric stability is achieved by the polymer chains being well dissolved and properly stretched, so they must be highly compatible with the surrounding resin solution. If this compatibility is impeded, the steric hindrance of the polymer chain collapses and stability is lost. In order for an additive to be more effective, its ability to adsorb pigment surfaces must be durable and permanent. Therefore, the surface properties of pigment particles are related to the efficacy of additives. Pigments with higher surface polarity, such as inorganic pigments with ionic bond structures, are relatively easy to adsorb various dispersants.
However, for pigments with non-polar surfaces, such as organic pigments whose crystals are composed of non-polar individual molecules, it is difficult to obtain a proper adsorption with conventional additives. Polymer dispersants with a wide range of anchoring groups provide very effective anchoring for pigments on non-polar surfaces.
With traditional methods of stabilizing pigments in water, the stable charge is often disturbed by impurities, such as plasma, or pigments with other different beta potentials present. This has a damaging effect, resulting in a reduction in repulsion. Steric stability can avoid this problem. This makes the polymer dispersant very suitable for dispersing all types of pigments, including organic pigments, which are difficult to prevent flocculation with conventional wetting agents and dispersants.
3.1.1 Steric hindrance segment
The characteristics of polymer segments are very important for the performance of polymer dispersants. If its chain segment cannot be completely dissolved, it will collapse on the surface of the pigment and cause particle aggregation or flocculation, resulting in loss of light, reduced coloring power, etc.
The molecular weight of the polymer dispersant must provide a chain segment long enough to overcome the van der Waals force.
If the chain segment is too short, it will not provide a thick enough barrier to prevent flocculation. This means that too small a molecular weight will cause instability in the dispersion and will result in increased viscosity and decreased coloring power.
If the segments are too long, they tend to fold backwards. This means that too large a molecular weight will lead to a decrease in performance. The ideal segment should be able to move freely through the system. As mentioned earlier, chain segments with anchoring groups at one end show the best steric hindrance.
Finally, in order to achieve better coating performance, the polymer dispersant must be completely soluble with the coating resin system, even during the solvent volatilization and resin crosslinking stages.
3.1.2 Anchoring groups
Due to the different properties of the pigment surface, depending on its chemical type, many different chemical groups can be used as anchoring groups for polymer dispersants. The wide range of anchoring groups of the polymer dispersant makes it a good dispersion for inorganic pigments and polar pigments. Actual anchoring can occur through a variety of mechanisms.
(1) anchoring through ions or acidic/alkaline groups
When a pigment particle has a relatively active surface (such as an inorganic pigment), it is possible to form ion pair bonds, with a potential on the surface of the pigment particle on one side and a counter-charged atom or functional group on the dispersant on the other side. Its case is shown in Figure 6a and is efficient because organic solvents generally have a lower dielectric constant, which is not conducive to charge separation.
Ionic or acid/basic group mechanism
Cathode anchoring group on anode surface
Non-uniform surface cathode anchoring groups
Non-uniform surface anodes anchor groups
In fact, the surface of many inorganic pigment particles is quite uneven, with both positively and negatively charged parts. Therefore, it is generally found that polymer dispersants that can use positively or negatively charged anchor groups can disperse pigments better. As shown in Figures 6b and 6c.
Examples that can be used to anchor polymer chains to charged or acidic/alkaline surfaces include amines; Ammonium and quaternary ammonium groups;
Carboxylic acids, sulfonic acids, phosphoric acids, acid groups and their salts, as well as sulfuric acid and phosphate groups.
(2) anchoring by hydrogen bonding groups
While most organic pigments and some relatively inert inorganic pigments (such as quartz) have no charge on their surface, they may have hydrogen bonding donor or acceptor groups such as esters, ketones, and ethers. Therefore, hydrogen bonds may be formed between the anchoring groups of the pigment and the polymer dispersant. Even if individual hydrogen bonds are weak. However, if the polymer dispersant contains many hydrogen bond donors and acceptors, there will still be a strong interaction between the pigment particles and the dispersant.

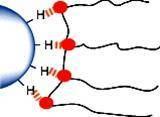
Hydrogen bond mechanism
Both polyamines and polyols can be used to anchor pigments through hydrogen bonding, either as hydrogen bond donors or acceptors. Polyether can be used to anchor pigments through hydrogen bond acceptors.
(3) anchoring through polar groups
The polar groups on the surface of the organic pigment interact with the polar groups at the anchor end of the polymer dispersant. Again, these interactions tend to be relatively weak, but a polymer dispersant with multiple such groups will interact strongly.
Polyurethane is a commonly used polar anchoring group


Mechanical group mechanism
3.2 Surfactant dispersants
Surfactants are traditional dispersants of low molecular weight. Surfactant molecules reduce the surface tension between the pigment and the resin solution.
This surface activity occurs because the surfactant structure includes two distinct sets of soluble or polar groups.
In aqueous systems, polar groups are called hydrophilic groups, and non-polar groups are called hydrophobic or oleophilic groups. In non-aqueous systems, polar groups are called oleophobic and non-polar groups are called lipophilic. Surfactants are classified by their chemical structure and, more specifically, by polar groups: anionic, cationic, electrically neutral, and non-ionic.
As with polymer dispersants, their effectiveness depends on:
● The polar group adsorbed on the surface of the pigment, the anchoring group can be amino, carboxyl, sulfonic acid, phosphoric acid or its salts.
● The representation of non-polar chains in the medium surrounding the particle. This part of the molecule (aliphatic or aliphatic aromatic segment) must be highly compatible with the resin system.
The stabilizing mechanism of surfactant dispersants is charge hindrance: polar groups form double electric layers around the pigment particles. Due to Brownian motion, pigment particles often collide with each other in the liquid medium, so there is a strong tendency to reflocculate during the paint mixing stage.
Due to the stability of their chemical structure (e.g., low molecular weight) and charge hindrance, surfactants may cause the following defects
Water sensitivity: Surfactants generally have a tendency to be water sensitive to coatings, making them unsuitable for outdoor applications.
● Foam formation: Many surfactants in the coating will produce foam resulting in surface defects (such as fish eyes, shrinkage holes). If the foam appears at the grinding stage, it will also cause a loss of production capacity.
● Affect the adhesion between layers
Over the past few years surface activators have been developed to minimize these defects and provide several other advantages to the final paint such as defoaming/defoaming or difficult substrate wetting.
4. Dosage of dispersant
Choosing the most suitable dispersants is often difficult, and their dosage requires special guidance.
The choice of dispersant is also related to the surface characteristics of the pigment. The polarity of the pigment surface also varies from organic pigments (non-polar) to inorganic pigments (polar), which means that the choice of the anchoring group of the dispersant is also important for optimal adsorption. Choosing anion anchoring group is better for inorganic pigments, while choosing cationic anchoring group is more suitable for organic pigments.
The surface area of the pigment also determines the amount of dispersant used. In general, if the amount is too small, the best results will not be achieved. If the amount is too much, the thickness of the steric hindrance will be reduced due to overcrowding, but the best effect will not be achieved.
In general, the best suitable dosage range is 2-2.5mg of polymer dispersant per square meter of pigment surface area.
A stepwise assessment should be made around the level of 2-2.5mg/m2 polymer dosage. The measurement of paste viscosity can provide a basis for selecting the lowest value of the best amount, although it can also indicate the maximum value of an optimal dose by measuring gloss or color intensity.



